Quick Links:

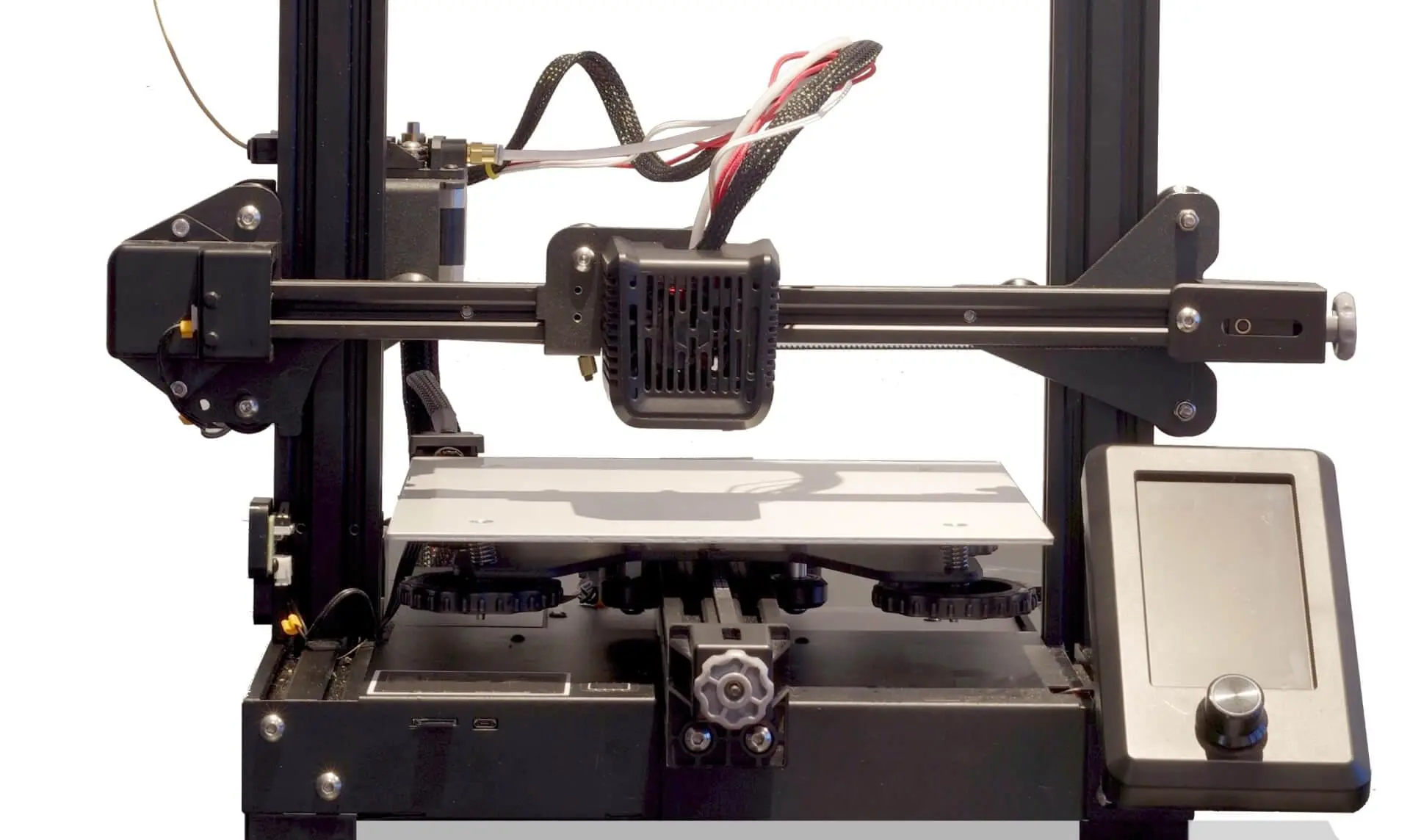
You must still be trained on the specific 3D printer that you
intend to operate. All 3D printers at KAUST must be registered
into the Salute under the Equipment menu.
Contact hse@KAUST.edu.sa to register your 3D printers.
The recent advances in 3-Dimensional (3D) printers and their ability to fabricate a multitude of devices, with intricate and complex designs/shapes, have revolutionized manufacturing, in particular the prototyping process. This ability to prototype an object quickly and efficiently is a critical time saving step that greatly reduces costs and waiting times.

The process of 3D printing is also known as additive manufacturing (AM) and it differs from other manufacturing processes in that it gradually adds material (in sequential thin layers) to build a product, where as traditional methods using lathes and milling machines subtract material (e.g. cutting) from bulk stock to create a product.
However, all 3D printers are not the same, they vary in their respective processes by the build materials they use and the manner in which it is deposited. Build materials are usually of liquids (e.g. resins, biomaterials), powders (e.g. metals, polymers), filaments (e.g. thermoplastics) or sheets (e.g. paper, metal) but as technology advances, material choices too will most likely increase. 3D printers are however similar in the fact that they need a digital design to start with. This is usually provided for in the form of a computer-aided design (CAD) program or a 3-dimensional image or scan to set the parameters by which the desired object is to be created.

Due to the recent introduction of 3D printers, there is limited knowledge about all the potential health and safety issues with their use. Because of their size, relative low-cost, versatility and ease of use, these factors have further added to the desire of many labs wanting to add a 3D printer to their complement of equipment.
Chemical hazards (in the form of build materials) are the most prominent hazards associated with 3D printers but not the only hazards. Researchers utilizing 3D printers must read and understand the manufacturerʼs provided userʼs manual and Safety Data Sheet (SDS) of the build material they will be using, prior to commencing work with such materials, to educate themselves about the hazards involved.
If possible, ask the 3D printer manufacturer to provide any relevant safety related information such as ventilation requirements, emission rates of any pollutants produced (e.g. ultrafine particles, nanoparticles, volatile organic compounds (VOCs)) and any other pertinent information. You must be familiar with the build material hazards because from the beginning of the process (replenishing build material) to processing the end product (removal of excess build material), potential exposures may occur at any point. If the build materialis an engineered, novel, or experimental material with its hazards being unknown, then it must be handled as if it was a toxic material until proven otherwise. Still other hazards may appear in the maintenance, use and post-processing of 3D printers including the following;
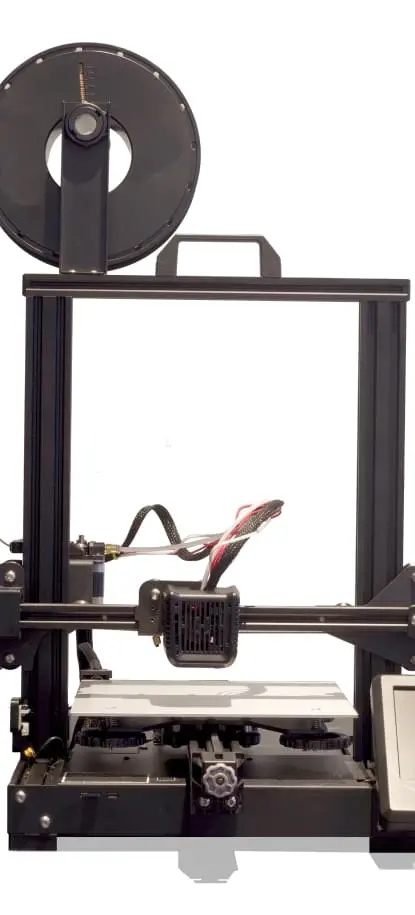
Many of the larger varieties of 3D printers use powders (e.g. ultrafine metals, ceramics, thermoplastics) as the build materials. The hazards of these materials can range from nuisance dusts to being very flammable, even pyrophoric. Such build materials are most hazardous when the 3D printer is being replenished or during post-processing operations where excess material is being removed and recycled.
Resins are used in the vat photopolymerization process where they are hardened/polymerized by a light source (usually a laser). The residual/unused resin then remains in the vat to be used again at a later time. Resin using 3D printers have to create “supports” for product stability during the printing process. These supports are merely temporary fixtures and must be removed after the print. Resin printers require a chemical bath either to wash off excess resin (using flammable or harmful solvents) or to chemically remove the supports (corrosive liquids). PPE use is important while working with resin based 3D printers.
VOCs/Nanoparticles/Ultrafine particles - Some chemical hazards are created by the process itself. Volatile organic compounds (VOCs) can be created as thermoplastics are heated, releasing them into the surrounding atmosphere. Other compounds that can be created in this process are ultrafine particles and/or nanoparticles. This is the rationale for enclosed 3D printers and the use of exhaust ventilation. The two most popular thermoplastics used, ABS (Acrylonitrile Butadiene Styrene) and PLA (Polylactic Acid), have been found to release ultrafine particles (UFP) and volatile organic compounds (VOCs). For example, 3D printing via material extrusion using polylactic acid (PLA) feedstock, using relatively low-temperature desktop applications can generate in excess of 20 billion particles per minute. Higher temperature acrylonitrile butadiene styrene (ABS) feedstock can release in excess of 200 billion particles per minute. UFPs, or nanoparticles, are particles between 1 and 100 nanometers in size (1 x 10-9 m). These are the same dimensions of biological molecules which mean they can be immediately absorbed by living systems. Studies have shown that inhaled nanoparticles can reach the blood, liver, and heart. Exposure to nanoparticles at high concentrations is associated with adverse health effects. VOCs are organic chemicals that have a high vapor pressure at room temperature. This high vapor pressure characteristic means that large numbers of molecules are able to evaporate and enter the surrounding air. Studies of the materials used for 3D printing, such as ABS, PLA, and nylon can be a source of dangerous VOCs such as styrene (a probable human carcinogen according to International Agency for Research on Cancer (IARC)), butanol, cyclohexanone, ethylbenzene, and others. In particular, heating ABS at a temperature typical for 3D printing results in high VOC emission. A study found that the particle concentration of ABS material was 33–38 times higher than PLA material. Health effects from VOC emissions include eye, nose, and throat irritation, nausea and organ damage.

Biomaterials present a very unique challenge as the extent of the hazard depends on the risk group of the material and the manner it is being used in. Most bioprinters use the material jetting process and therefore create aerosols of biomaterials. Aerosols of biomaterials can be a serious biosafety issue with the use toxins or infectious material increasing the biosafety level and the use of human tissue requiring Bloodborne Pathogens training. Regardless of the biomaterial, bioprinters need decontamination after each print for safety and to help in quality control. Contact hse@KAUST.edu.saif you have questions concerning bioprinting.Not all 3D printer build materials are chemical. Using and maintaining 3D printers can expose one to many different hazards – biomaterials, electrical, thermal, non-ionizing radiation, dusts, etc.
Print head blocks, extrusion heads, UV curing ovens can all be sources of heated objects. As with moving parts, these too should be enclosed or guarded. Allow adequate time for parts to cool before handling.
All moving parts should be enclosed (preferred) or guards installed to prevent mechanical injuries. Restrain or secure all long hair, loose clothing or jewelry while working near moving machinery.
Electric shock hazards will most likely present themselves during maintenance operations of 3D printers. Ensure all wiring and cords are in good condition with adequate grounding. Avoid exposed electrical circuitry by keeping face plates and guards in place. If they must be removed to perform maintenance, immediately re-install them once work has been completed. De-energize 3D printers before performing electrical maintenance if possible.
In addition to the above mentioned, during the post-processing/finishing stage of 3D printing, some products may need the surfaces cleaned and/or smoothed which can introduce ultrafine particles, powders and dusts.
Some 3D printing techniques require the creation of supports during the printing process. These supports buttress the product as it is being printed and prevent print failures. However after the printing process is complete, they must be removed to utilize the final product.
Supports can be removed by physical means such as tearing or cutting them off. As this is done, small pieces of supports can snap off and pose as eye hazards (wear your safety glasses!). Another technique is to remove
them via chemical baths which tend to be corrosive solutions. Wear PPE and cleanup spills and work areas immediately after use.
Many resin using 3D printers utilize a UV light source to initially polymerize resins and then cure/harden the polymerized material to full hardness in a UV oven. Be sure 3D printer and curing oven enclosures filter potentially dangerous UV light. Powerful lasers (class 4) are also used for 3D printers in other processes as well. 3D printers that utilize these types of lasers should have enclosure interlocks to prevent potentially dangerous exposures while the enclosure is open.
| Category | Feedstock Materials | Feedstock Form | Binding/Fusing | Most Prominent Potential Hazards |
|---|---|---|---|---|
| Material extrusion | Thermoplastics (may include additives) | Spooled filament, pellet, or granulate | Electrical heating element-induced melting/cooling | Inhalation exposure to VOCs, particulate, additives; burns |
| Powder bed fusion | Metal, ceramic, or plastic | Powder | High-powered laser or electron beam heating | Inhalation/dermal exposure to powder, fume; explosion; laser/radiation exposure |
| Vat photopolymerization | Photopolymer | Liquid resin | Ultraviolet-laser induced curing | Inhalation of VOCs; dermal exposure to resins and solvents, ultraviolet exposure |
| Material jetting | Material jetting Photopolymer or wax | Liquid ink | Ultraviolet-light induced curing | Inhalation of VOCs; dermal exposure to resins and solvents, ultraviolet exposure |
| Binder jetting | Metal, ceramic, plastic, or sand | Powder | Adhesive | Inhalation/dermal exposure to powder; explosion; inhalation of VOCs, dermal exposure to binders |
| Sheet lamination | Metal, ceramic, or plastic | Rolled film or sheet | Adhesive or ultrasonic welding | Inhalation of fumes, VOCs; shock, laser/radiation exposure |
| Directed energy deposition | Metal | Powder or wire | Laser/electron beam heating | Inhalation/dermal exposure to powder, fume; explosion; laser/radiation exposure |
Before purchasing, installing or using a 3D printer, ask the following questions to determine the risks involved with a 3D printer.
What process technique does the 3D printer use? Certain techniques pose more hazards (lasers, hot objects, moving parts, etc.) than others. See Executive Summary section (above) for brief review of processes.
What build material will be used and how will it be handled? Read the SDS of the material to be used. If there is not enough or incomplete information concerning the build material, research it.
What will be the ventilation requirements? A chemical fume hood is the best option but a snorkel may be sufficient depending on the hazards identified. Ductless fume hood and general room exhaust ventilation may be sufficient but their suitability depends on the hazards identified.
What is/will be the frequency of 3D printing activity? Increased frequency translates into increased exposure to the hazards.
What time of day will the 3D printer be operated? Many 3D printers take many hours to create a product, by running them mostly during off-hours this can help reduce exposures.
How will you be processing the product once the 3D printer finishes? How will you remove the excess build material? How will you be removing the supports? Will you be polishing the product?
Due to the health hazards of ABS feedstock/filament, an industrial hygiene
(IH) assessment may be required to characterize exposure and ensure adequate/effective controls are in place. Contact hse@kaust.edu.sa for an IH assessment.
To access training for 3D printers, log in to Salute training platform and find Working With 3D Printers course , Safety Guidelines for Working with 3D Printers.

A standard laboratory spill kit should be more than adequate for most 3D Printer build materials. Place spill kit in an easily accessible location where all lab personnel are aware of. All lab personnel should be trained to handle spills of the materials they are working with before they begin lab work.
Note: Due to the vast array of differing build materials3D printers use, contact hse@KAUST.edu.sa if you are unsure of your spill kits ability or if you have special considerations or questions.
To use spill kit, first put on personal protective equipment (PPE) of chemically resistant gloves, lab coat, and safety glasses. Clean-up the spill of 3D Printer build material according to the hazards stated in its SDS. Dispose of all soiled spill material through the KAUST hazardous waste management program (see Waste Disposalsection).
If an unmanageable spill of 3D Printer build material happens, immediately evacuate the laboratory and call 911 (landline) (012-808-0911 from cell phone) to alert emergency responders. Place signage on door alerting others not to enter laboratory.
Rinse off exposed areas with large quantity of water for 15 minutes. If it is during regular work hours, inform the PI or supervisor, and seek medical assistance.
Call 911 (landline) (012-808-0911 from cell phone) for life threatening exposures